- +603 7960 0895
- sales@klayenersol.com
- Mon - Fri 09:00 - 17:00
- Home
- About Us
- Products
- Services
- Projects
- Blogs
- Gallery
- Project & Case Studies
Every piece of equipment has to have a specific set of conditions that must not be exceeded, e.g. furnace tube skin temperatures. Furnaces tube metallurgies are usually selected to ensure the normal operating conditions of the process do not exceed the design limit of the chosen material. Problems usually occur when any tube, or part thereof, exceeds their design temperatures and these sections are defined as hotspots. Hotspots may or may not be visible to the naked eye.
In certain petroleum refinery or petrochemical plants, hotspot issues usually occur on the process tubes on furnaces of the following types of units:
The presence of a tube surface hotspot needs to be addressed pro-actively. Hotspots usually can be detected with a periodic high temperature IR scan of the furnace tubes using an adequate ranged high temperature imaging camera. Irregularities in tube skin temperatures can be detected and approximate tube skin temperatures can be measured (Accurate measurements however are always difficult if not impossible to measure, but the irregularities are usually quite apparent).
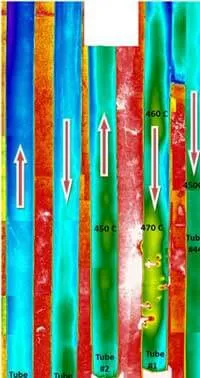
The composite image on the left shows the process tube metal temperatures distribution. The green coloured irregularities seen in the IR image scan is indicative of the presence of significant coke formation inside the tube. These areas are operating at a higher temperature and are referred to as hotspots.
In furnaces where these hotspots are regularly expected e.g. for process reasons such as high coke forming tendency processes, permanent tube skin temperature thermocouples are also installed directly onto these tube surfaces to monitor tube skin temperatures which will continually measure the development of these hotspots.
The most common cause of high tube skin temperatures or Hotspots is the formation of a layer of coke inside the tube. Coke is a hard deposit made of carbonaceous components which usually lays down in the inner wall of the tubes. Coke is highly insulating in nature and hence heat transfer from the tube into the process fluid is impeded, leading to higher metal temperatures.
Other reasons could be due to lower than design flowrate at sustained high firing rates, or improper burner flame orientation or even flame impingement on sections of tube leading to localised overheating of the tube surface area.

Coke deposit is formed and coats the interior of the process tube if/when the stream gets too hot and the hydrocarbon process fluid starts to thermally degrade.
The initial formation of coke on the tubes can happen for a variety of reasons, but are most commonly related to a combination of process fluid flow regimes and location of peak heat fluxes.
In tubes when the fluid is in wavy, or intermittent slug flow conditions and the tube faces occasional dry spots, the sections of tubes which are not continually wetted will see a locally higher metal temperature (vapour doesn’t carry heat away as efficiently as liquids) and when liquid hydrocarbon droplets impinge on these sections of the tube at elevated temperatures rapid coking/thermal degradation occurs. This is exacerbated in the areas of peak heat flux in the tubes closer to the flames or where flame impingement occurs due to poor burner design or tuning.

The presence of a tube surface hotspot needs to be addressed pro- actively. Letting a tube operate close to or above its design or max permissible temperatures would lead to bulging and warping and eventually rupture. Prolonged operation at elevated temperatures lead to accelerated aging and creep of the tube metal.
Unfortunately for most plants, a high tube metal temperature spells a need to start limiting certain aspects of the furnace operation. Most times the only handle remaining for an operator is a reduction in throughput or cracking intensity, both of which have a significant impact on yields and margins for a plant until which time they can carry out some form of decoking activity to remove the coke from inside the tubes, if at all possible. Total replacement of tubes are also carried out if it is assessed the remaining useful life of the tube has been exceeded due to accelerated creep.
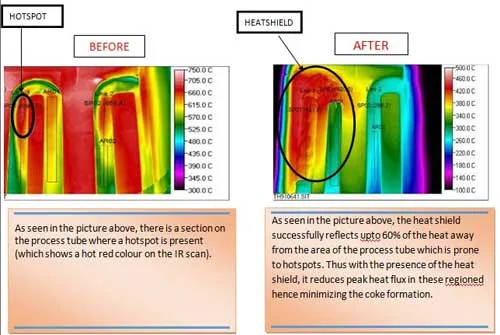
In plants where formation of hotspots are a recurring issue, one extremely effective method to reduce or even eliminate the initial formation of coke on the inside of the tube or to reduce the impact of peak heat fluxes is to apply a heatshield on those sections of tube which are subjected to the highest heat fluxes from the flames.
A heatshield is primarily designed to reflect a portion of the radiant heat (up to 60% reflection) and can also be further insulated if a greater degree of protection of the underlying system is required (e.g. for tube hangers).

KLAY EnerSol together with our partners Insulcon B.V. specialize in fabricating a variety of such heatshields, tailor-made for specific client requirements, even on short notice. We can also offer pre-order site inspections and post-installation services as well if required. Feel free to Contact us for more information on this highly effective and economical solution to tube hotspot problems.